

Cold Storage Reach Truck Guide: Models Designed for Freezer and Refrigerated Warehouses
Introduction
Cold storage warehouses are a critical part of modern supply chain and logistics systems. In these environments, selecting the right indoor electric forklift is essential to ensure safe and efficient operations under low-temperature conditions.
Unlike standard logistics warehouses, cold chain storage facilities face multiple operational challenges:

01. Large Warehouse Area with High Energy Consumption
Cold storage warehouses are typically large in scale, requiring higher storage density to maximize space utilization within limited inventory capacity.
02. Extreme Low-Temperature Environment
Frozen warehouses are often slippery and handle heavy loads, requiring forklifts with strong performance, durability, and stability in harsh conditions.
03. High Frequency of Goods Movement
Cold chain logistics centers require frequent loading and unloading operations. High efficiency is essential to prevent damage or loss of frozen goods.
04. Multi-Level Operations
Many cold storage facilities require frequent elevator use and multi-floor operations, increasing demands on forklift flexibility and adaptability.
Why Counterbalance Electric Forklifts Are Not Ideal for Cold Storage
Traditional counterbalance electric forklifts are not well-suited for cold chain warehouses because:
- They require wider operating aisles
- Their lifting height is generally limited to around 7–8 meters
- They result in wasted storage space in high-density warehouses
Why Reach Trucks Are Better for Cold Storage Warehouses

A reach truck is a narrow aisle forklift designed for high-density warehouse operations. Compared to counterbalance forklifts, it significantly improves storage utilization efficiency.
In cold storage environments, reach trucks are more suitable due to:
- Narrow aisle operation capability
- Higher lifting height performance
- Better space utilization
- Strong adaptability to indoor warehouse systems
👉 In most cold chain applications, Reach Truck vs Electric Forklift comparison clearly shows reach trucks as the better solution.
What Is a Cold Storage Reach Truck?
A cold storage reach truck is a specialized material handling equipment designed for low-temperature warehouse environments.
It is mainly used for loading, unloading, stacking, and transporting goods inside cold storage facilities.
Compared with standard forklifts, it features:
- Higher lifting capacity
- Smaller turning radius
- Designed for sub-zero environments (down to -25°C or even lower)
Technically, it combines:
- Reach truck structure (mast extension for narrow aisle operation)
- Cold-resistant engineering (low-temperature protection system)
It is widely used for efficient access to frozen goods in narrow racking systems.

Why Special Design Is Required
1. Battery Performance Drops in Low Temperatures
The optimal operating temperature for batteries is generally 20°C–30°C.
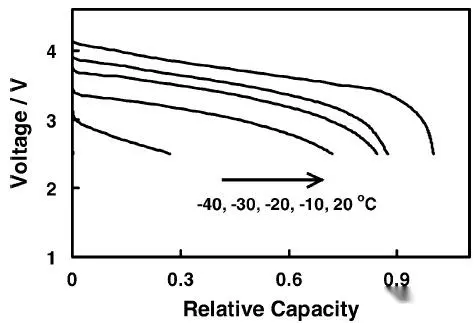
In cold environments, lithium battery performance decreases significantly:
- At -10°C → ~70% capacity
- At 0°C → ~85% capacity
- At 25°C → 100% capacity
As temperature drops, battery discharge voltage also decreases. This causes the battery to reach cut-off voltage earlier, reducing usable capacity.
At extremely low temperatures (-20°C to -40°C), battery performance degradation becomes even more significant.
👉 That is why cold storage reach trucks require cold-resistant lithium batteries with heating and BMS systems.
2. Hydraulic Oil Viscosity Changes
Cold environments increase hydraulic oil viscosity.
Therefore, cold storage forklifts must use:
- Low-temperature hydraulic oil
- Stable cold-start hydraulic systems
3. Anti-Slip Tire Design for Freezer Reach Trucks
To prevent slipping in icy warehouses:
- Rubber drive wheels are used
- Enhanced traction improves stability
- Reduces risk of accidents on frozen floors
4. Electronic Component Protection
All electrical connectors are:
- Waterproof sealed
- Anti-condensation treated with sealing adhesive
Additional protections include:
- Anti-corrosion coating on all components
- Rust-resistant structure design
These ensure reliable operation in humid freezing environments.
Types of Cold Storage Reach Trucks
Compared with standard reach trucks, cold storage reach trucks can be upgraded into several specialized types:
- Cold storage reach truck (standard cold upgrade version)
- Scissor-type reach truck (single and double scissor)
- Cold storage AGV forklift (automated solution)
Below are the main types used in cold chain logistics.
1. Standard Cold Storage Reach Truck (Upgraded Version)
Load capacity: 1.5T–3T
This model is upgraded from a standard reach truck and includes:
- Cold-resistant battery system
- Anti-slip wheels (required below -20°C)
- Low-temperature hydraulic oil
- Electrical waterproof protection system
Performance:
- Maximum lifting height: up to 13.5 meters
- Optional wireless camera system
- Curtis controller system (USA brand)
- Available in seated or stand-on models
- Optional side shift and fork extension
👉 Suitable for single-rack cold storage operations with cost-effective performance.

2. Scissor-Type Reach Truck (Single & Double Scissor)
This type is designed for deep-rack cold storage systems.
- Load capacity: 1.5T–2T (up to 2T for single scissor)
- Ideal for high-density cold warehouses
Key Advantages:
- Improves warehouse utilization by up to 31%
- Narrow body design (aisle width approx. 3070mm)
- Forward reach distance: 1070mm
- Enables dual-row deep storage access
Performance:
- Lifting height up to 11.5 meters
- Equipped with HD wireless camera
- Supports lithium battery with heating system
- Optional enclosed cabin and monitoring system
👉 Ideal for high-density frozen storage facilities requiring maximum space efficiency.

3. Cold Storage AGV Forklift (Autonomous Forklift)
The biggest challenge in cold storage is not handling goods—but human limitation in extreme cold.
Problems in manual operation:
- Workers cannot stay long in freezer rooms
- Frosted visibility on masks causes safety risks
- Slippery floors increase accident risk
- High labor cost and cold environment allowances
Advantages of Cold Storage AGV Forklift:
- Operates in -20°C to -30°C environments
- Battery heating system ensures stable performance
- Anti-frost sensors with heated protection covers
- Anti-slip control system with speed limitation
- 360° obstacle avoidance radar system
Applications:
- Frozen meat and seafood warehouses
- Dairy and frozen food storage
- Pharmaceutical cold chain logistics
- Fresh e-commerce distribution centers
AGVs can handle:
- High-rack storage operations
- Ground transportation tasks
- Fully unmanned warehouse logistics systems
Frequently Asked Questions (FAQ)
Can a normal reach truck be used in cold storage?
Not recommended without modification. Long-term use in low temperatures will damage the machine. Dedicated cold storage forklifts are strongly recommended.
What temperature can cold storage forklifts handle?
Typically down to -30°C, depending on configuration.
Which battery is better for freezer warehouses?
Lithium-ion batteries perform better in low-temperature environments. Cold storage reach trucks are often equipped with:
- BMS systems
- Battery heating modules
- Temperature monitoring systems
Do operators need heated cabins?
Yes. Fully enclosed heated cabins are recommended for long working shifts to improve safety and productivity.
Conclusion
Cold storage reach trucks are specialized material handling equipment designed for extreme low-temperature warehouse environments.
Main upgraded types include:
- Standard cold storage reach trucks
- Scissor-type reach trucks
- AGV unmanned forklifts
To adapt to freezer conditions, these machines are equipped with:
- Cold-resistant battery systems
- Anti-corrosion structures
- Waterproof electrical systems
- Anti-slip tire designs
Although their cost is higher than standard forklifts, they significantly improve efficiency, safety, and warehouse utilization.
Before choosing a cold storage reach truck, consider:
- Minimum working temperature (-10°C / -20°C / -35°C)
- Storage type (pallet stacking or deep rack)
- Whether temperature zones are connected (cold + normal area)
- Required lifting height
- Whether AGV automation is needed
We are a professional Chinese manufacturer of reach trucks, offering high-quality and cost-effective forklifts.
Looking to upgrade your cold storage material handling system?
We can provide customized cold storage reach truck solutions tailored to your warehouse conditions and operational needs.
👉 Contact us for reach truck pricing and technical consultation today.



